jr型thk直线导轨的装配步骤
文章出处:THK直线导轨 人气:
发表时间:2019-08-05 10:42
jr型thk直线导轨的装配步骤
thk直线导轨轨道的安装步骤
如图1所示,2轴平行使用时,将1根轴固定在底座上后,在thk直线导轨的滑块上装上千分表。然后,对另1根轴的thk直线导轨轨道侧面及顶面同时进行平行度和水平度的调整后,再进行安装thk直线导轨轨道。
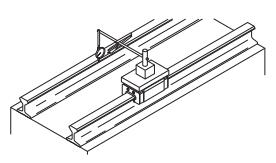 图1
图1
thk直线导轨轨道的拼接
thk直线导轨轨道拼接使用时,备有图2所示的金属件。如有相关需要请指明。(thk直线导轨轨道上将加工安装拼接金属件用的螺纹孔)。
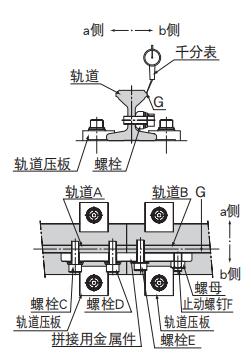 图2
图2
jr型thk直线导轨的安装方法:
不完全拧紧thk直线导轨轨道压板的螺栓。
thk直线导轨轨道a和拼接用金属件由螺栓c、d固定。
千分表打在thk直线导轨轨道a、b的拼接部侧面g上,通过轨道b侧的螺栓e、止动螺丝f来调整左右的段差。
拧螺栓e时轨道b向b侧移动
拧止动螺丝f时轨道b向a侧移动
使用止动螺丝f调整好后,用螺母固定止动螺丝f。
上下方向通过thk直线导轨轨道压板调整并固定。
thk直线导轨轨道的焊接安装
在thk直线导轨轨道需要焊接时,最好将要焊接的地方用小老钳固定后再进行焊接。焊接时,建议使用下列焊接条件。(另外,请注意焊接时的熔渣不要落在thk直线导轨的轨道滚动面上。)
thk直线导轨的焊接条件
预热温度∶200℃
后热温度∶350℃
注意:如果超过750℃,会有使thk直线导轨轨道再次淬火的危险。
气体保护金属极电弧焊时
焊条∶lb-52(株式会社)神户制钢所
二氧化碳保护焊时
电线∶ygw12
电流∶200a
thk直线导轨轨道的安装步骤
如图1所示,2轴平行使用时,将1根轴固定在底座上后,在thk直线导轨的滑块上装上千分表。然后,对另1根轴的thk直线导轨轨道侧面及顶面同时进行平行度和水平度的调整后,再进行安装thk直线导轨轨道。
图1thk直线导轨轨道的拼接
thk直线导轨轨道拼接使用时,备有图2所示的金属件。如有相关需要请指明。(thk直线导轨轨道上将加工安装拼接金属件用的螺纹孔)。
图2jr型thk直线导轨的安装方法:
不完全拧紧thk直线导轨轨道压板的螺栓。
thk直线导轨轨道a和拼接用金属件由螺栓c、d固定。
千分表打在thk直线导轨轨道a、b的拼接部侧面g上,通过轨道b侧的螺栓e、止动螺丝f来调整左右的段差。
拧螺栓e时轨道b向b侧移动
拧止动螺丝f时轨道b向a侧移动
使用止动螺丝f调整好后,用螺母固定止动螺丝f。
上下方向通过thk直线导轨轨道压板调整并固定。
thk直线导轨轨道的焊接安装
在thk直线导轨轨道需要焊接时,最好将要焊接的地方用小老钳固定后再进行焊接。焊接时,建议使用下列焊接条件。(另外,请注意焊接时的熔渣不要落在thk直线导轨的轨道滚动面上。)
thk直线导轨的焊接条件
预热温度∶200℃
后热温度∶350℃
注意:如果超过750℃,会有使thk直线导轨轨道再次淬火的危险。
气体保护金属极电弧焊时
焊条∶lb-52(株式会社)神户制钢所
二氧化碳保护焊时
电线∶ygw12
电流∶200a


同类文章排行
- 上银导轨滑块型号怎么看?三种型号含义讲解
- thk直线导轨型号一览表
- 如何调整THK直线导轨的间隙?
- 日本thk直线导轨精度等级的基准
- thk直线导轨的摩擦系数
- 如何选择合适的滚珠丝杆需要掌握的三要素
- 通常工业直线导轨分为方形导轨和圆形导轨,圆
- THK滚珠丝杠会影响表面关节度和工件定位
- 五金行业在我国的发展前景
- 直线导轨成为机电中无法替代的配件
 添加客服微信号
添加客服微信号  微信扫一扫小程序
微信扫一扫小程序